






合格的铸铁闸门应该是布置简单,结构紧凑,运行维护简单的,所以,我们可以通过以下方法来检验铸铁闸门是否合格:外观检验,即铸铁闸门铸件表面不允许有未完全清理掉的砂子和杂物等,检验铸铁闸门的铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用,铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;铸铁闸门的力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验)是否有验收报告。
钢制闸门就比较独特了。该设备可以与卷扬器启闭机、普通启闭机进行巧妙的搭配。对于闸门技工来说,要想熟练的作钢制闸门就需要虚心学习该设备的性能特点和闸门的维护保养妙招,能够正确的作设备和维护保养设备。
一方面对于技工来说是实现全面发展的好机会,对于企业来说能够有效的节约人力资源,在人性化的前提下实现大化的发展。钢制闸门主要用于给排水、水电、水利工程中,用以截止、疏通水流或调节水位。
本厂综合先进结构及工艺,对闸门已做了多次改进,形成批量生产,多种规格出口远销。钢制闸门特点:.结构强、耐腐、耐磨、安装方便。盘锦平面定轮钢制闸门/钢闸门/钢制闸门该设备可以与卷扬器启闭机、普通启闭机进行巧妙.密封性能好,渗水量:正方向.(L/min.m)、反向(L/min.m)。
.品种全、适应性广。钢制闸门安装前的准备:、查看发货清单,清点货物数量及紧固件、备件等数量是否与清单一致,同时做好货物的保管工作。未安装前门体必须水平放置,防止门体变形而影响止水效果,同时丝杆以及联接杆不可受力弯曲。
、查看安装资料(如安装图、合格证、使用说明书等)是否齐全。、对设备在运输过程中的变形及损坏要进行全面的检查和修复。、检查土建尺寸、预埋件及预留孔等是否符合要求。
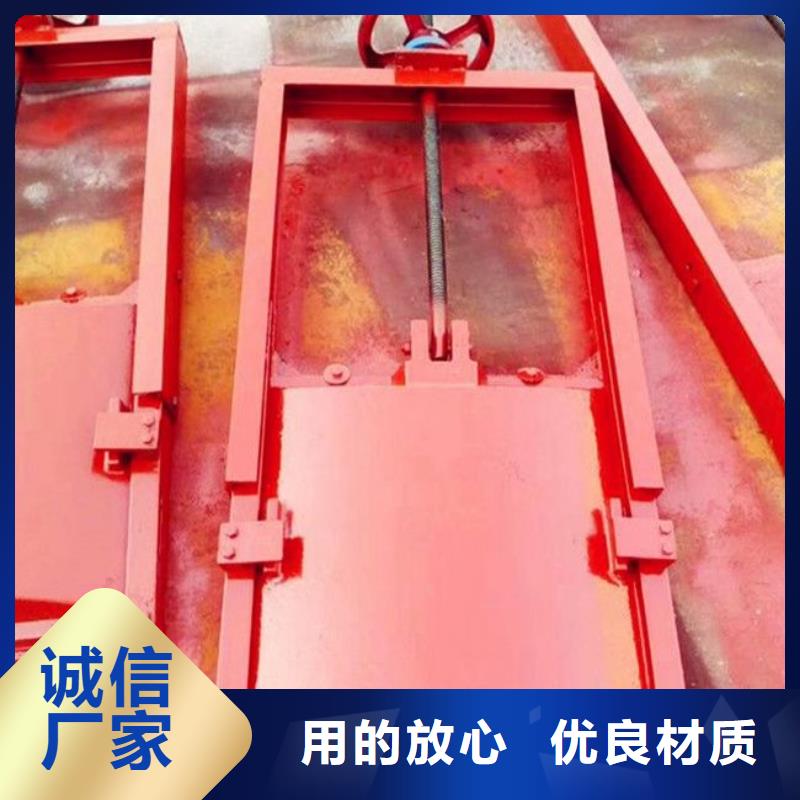
、安装工作人员应全部到场,并准备好安mm。介成都铸铁闸门主要由闸框闸板、吊座及紧闭斜铁等零部件组成,为克服容易锈蚀的缺点闸框、闸板全采用球墨铸铁生产,其中闸框又由上横梁下横梁、左直梁、右直梁组成,为了制造、运输、安装方便闸板一般根据其大小或高度情况由上下几部分拼装组成。

铸铁闸门详细说明:
1.PGZ型系列平面铸铁弧形闸门只限于安装在露顶式水利工程上使用和闸后止水:
2.规格500mm-2500mm时为铸造结构整体式,推荐选用单吊点启闭机;
3.规格3000mm-4000mm时为铸造结构组装式,推荐选用双吊点启闭机;
4.根据用户特殊要求,可把止水面安装上铜止水;
5.根据用户特殊要求,可生产公司标准规格外异形闸门;
6.可根据用户来图样,制造各种异形闸门或为用户设计异形闸门图样;
7.根据用户水利工程水头高低配备启闭机(启闭力=水头 闸门面积、重量 螺杆重量 摩擦、安全系数)。
6、在闸门的安装过程中应对青铜密封面做好保护不得损坏。
五、铸铁闸门使用与维护:
1、使用手动启闭机时要用力均匀不要在关闭时用力过猛以防损伤定位装置。
2、要定时给丝杆及启闭机加润滑油脂。
3、每年需对闸门作一次油漆、防腐处理。
4、对于非双向闸门不可承受纯反向水压。
在使用闸门的时候,很多人都会将闸门与铸铁闸门相比较,在感慨铸铁闸门的操作困难的同时,也会对闸门存在有一定的想法。而闸门在进行使用的过程中,是会存在有诸多的便利与实际。只是,想要在自然的侵袭之下完整的保护它,就要注重细节上的维护了。及时的保养,并且尽量的避免设备的表面层被一些化学物质或是一些污渍所腐蚀,以免影响到正常的使用,导致设备受到损坏。

铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。

